Laboratory Accelerated Cyclic Corrosion Testing
Using Humidity/Temperature Rate Controls to Meet the Requirements of Ford Motor Company CETP 00.00-L-467
The automotive industry is by nature dynamic in creating and specifying test procedures that meet the ever changing technologies and needs of designing and producing great products. Beginning in the 1970s, dramatic advances in paints and coatings technology enabled automotive manufacturers to begin offering finished products that would retain their appearance and structural integrity well beyond what they had seen in previous years. Ever since that time, the finishing industry has thrived with technological advances that enable the automotive manufacturers to comfortably offer finish and structural warranties that often extend beyond the use life of the vehicle.
Of course with these types of warranties on the line, finishes must be qualified at design and production stages such that their performance can be demonstrated under extreme environmental conditions. The engineers do not want to wait for real world test data that would require several years of exterior exposure to qualify, therefore the laboratory accelerated corrosion tests were born. Cabinets were constructed that would maintain steady state extreme conditions of one or more parameter to accelerate the corrosion mechanism acting on the target surface. One of the oldest accelerated corrosion tests was the salt spray or salt FOG cabinet. In this test, parts or test panels were subjected to high humidity, high temperature and corrosive mist of sodium chloride solution (at 5%).
SAE J2334 Test Method
As real world conditions are not steady state, and corrosion mechanisms can respond differently under dynamic conditions, the accelerated cyclic corrosion tests were developed to alternate between environmental stages of varying humidity, temperature, and even chemical application. One of the earliest “standards” set forth in the automotive industry for cyclic corrosion testing was the SAE J2334 test method. The SAE J2334 test method defines a “cycle” as a 24 hour period. At the beginning of the cycle the sample is exposed at 50 deg C and 100% RH for 6 hours. A salt application is then applied either by immersion, spray or FOG at ambient conditions for 15 minutes, and finally the samples are dried off at 60 deg C and 50% RH for 17 hours 45 minutes. Of course with this cycle the parts can be moved to 3 different cabinets with the steady state conditions at the specified times, however automation and controls have enabled a single cabinet to be programmed to offer up these steps, and repeated for the duration specified. buy elavil online no prescription
RTI Laboratories began offering the SAE J2334 test cycle using 3 different cabinets approximately 8 years ago as our first venture into cyclic corrosion testing to supplement salt spray and humidity testing already being performed.
General Motors GM9540P and GMW14872
As test procedures and needs evolved from each of the automotive OEMs, the OEMs developed their own accelerated cyclic corrosion specifications. One of the first cyclic corrosion cabinets RTI procured was specifically purchased to run the General Motors GM9540P test procedure. The procedure was based upon the cycles specified in SAE J2234, however modified the cycle to be split into three 8 hour conditions as follows:
- 4 applications of the salt solution during an 8 hour period at ambient laboratory conditions by spray.
- 8 hours of 100% relative humidity at 49 deg C.
- 8 hours of <30% relative humidity at 60 deg C.
In addition, the test method included assessment controls to demonstrate standard performance by way of using mass loss coupons. The mass loss coupons are made of steel and set in the same conditions as the samples. A coupon is periodically removed, cleaned and the mass loss measured to determine the corrosion rate of the cabinet conditions. The GM9540P standard became GMW14872 when General Motors globalized their engineering standards, however the test method contains the same conditions and controls as those set forth in GM9540P. Therefore RTI offers both the GM9540P as well as GMW14872 in the same cabinet configuration and assessments.
Ford CETP 00.00-L-467 and Volvo STD 423-0014
Ford Motor Company however took a different turn with its modification of the SAE J2334 specification that eventually became Ford CETP 00.00-L-467. By inspection this test method is very similar to a test method that Volvo designed called Volvo STD 423-0014. As Ford owned Volvo at the time, it is easy to see how the Volvo standard birthed the Ford CETP 00.00-L-467 procedure. buy flomax online no prescription
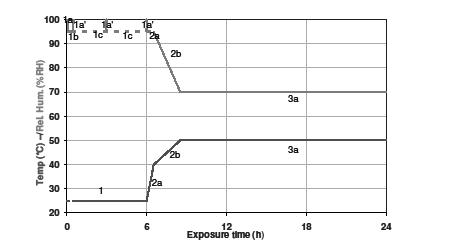
Both the Volvo and the Ford procedures required a different set of technical challenges to overcome in a single exposure cabinet, and that being humidity and temperature rate change control. The Ford CETP 00.00-L-467 test procedure has 11 steps that define the 24 hour cycle. All of the step changes require control of the rate of change to get to the next step. The details of this 24 hour cycle are graphically seen below.
Late in 2016, RTI procured a new exposure cabinet from Q-LAB specifically for running additional cyclic corrosion cycles. The Q-FOG Model CRH/1100-HSC was installed and qualified for testing in November 2016 in conjunction with the relocation of the environmental exposure lab for better service to our exposure clients. In particular, the cabinet was procured to supplement offerings in compliance with Ford Motor Company CETP 00.00-L-467 (aka L467) which requires critical humidity control throughout each cycle including ramp rates. The Q-FOG model was selected for it’s demonstrated ability to meet and record these critical parameters during the cycles.

Along with Ford CETP 00.00-L-467 compliance, the cabinet is also compliant with the Volvo ACT I and ACT II accelerated cyclic corrosion standards.
Although we plan and hope to be running the Ford procedure full time on this unit, it is an available addition to the other cabinets to run other accelerated cyclic corrosion tests such as:
- GMW14872
- GM9540P
- SAE J2334
- Volvo ACT I
- Volvo ACT II
- NES M0158 (Nissan)
- VDA 621-415
As the above listed standards describe the accelerated corrosion cycles, other engineering documents normally will specify the quantity of cycles, types of parts, number of parts required, and evaluation criteria. Please refer to the master engineering specification to provide this information with your request for quotation.
Written by Lloyd Kaufman
Director of Materials Sciences
RTI Laboratories, Inc.
buy fluoxetine online no prescription